«Авиация и космонавтика» 1990, №3, с. 46-47.
сканировал Игорь Степикин
КОСМОНАВТИКА — НАРОДНОМУ ХОЗЯЙСТВУ
Диагностика механических систем
Зам. главного конструктора УРКТС «Энергия» В. ФИЛИН, кандидат технических наук;
С. ГОРДЕЕВ, кандидат технических наук
Все существующие методы технической диагностики в нашей отрасли предназначены для обеспечения достаточно высокого уровня надежности ракетной техники. Однако и в этой области существуют серьезные проблемы, среди которых важное место занимает вопрос аппаратурного обеспечения. Хорошо, когда есть возможность осуществлять диагностику в лабораторной обстановке, имея достаточное количество необходимого оборудования. А если требуется провести исследования в полевых условиях, внутри механизмов или на стыке подвижных сопряжений?
Для всестороннего контроля технического состояния механических устройств применяется множество различных приборов. При разработке новых конструкций и технологий необходимо обеспечение достаточно эффективными контрольными средствами. В современном машиностроительном производстве используется более 1500 (!) типов диагностических приборов, которые по ГОСТу 18353—79 условно делятся на девять основных видов: магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический и проникающими веществами. По сравнению с общей стоимостью продукции затраты на контроль составляют: в судостроении — 5%, в строительстве магистральных трубопроводов — 10%, в авиации — 15%, в ракетостроении — до 20%.
Как известно, космическая программа «Энергия—Буран» потребовала значительных материальных затрат, что обусловило особые требования к качеству технической диагностики. Но любые мероприятия по увеличению точности исследований могут приносить немалый экономический эффект. По статистике срок окупаемости затрат на контрольное оборудование в 10—15 раз меньше срока окупаемости затрат на дополнительное технологическое оборудование, необходимое для обеспечения приемлемого уровня надежности. Кроме того, как показала практика, значительные преимущества дает обоснованный отход от сложившихся стереотипов мышления при планировании контрольных операций.
При замене набора разрозненных контрольных приборов на комплекс унифицированных благодаря системному анализу и статистическому обобщению диагностических параметров достигается существенное сокращение числа необходимых экспериментов и контрольных операций. Так, по предварительным подсчетам авторов, применение комплекса «нетрадиционных» диагностических средств при обеспечении первого запуска ракеты-носителя «Энергия» позволило сэкономить более 16 миллионов рублей по сравнению с затратами, которые неизбежны при использовании только обычного контрольного оборудования.
Системный анализ контрольных параметров заключается прежде всего в четком разделении специализированных методов и узконаправленном применении каждого, что является исходной базой для последующего статистического обобщения. Не имея возможности в рамках этой статьи описать весь комплекс контрольных средств, остановимся на одном из его важнейших направлений — технической диагностике.
Длительное время техническую диагностику отождествляли с дефектоскопией, а техническое состояние деталей характеризовали, как правило, наличием или отсутствием дефектов. Вместе с тем практика показывает, что такая «диагностика» во многих случаях не отвечает элементарным требованиям прогнозирования надежности. Основная трудность заключается в том, что аварийное разрушение ряда тяжело нагруженных узлов ракетно-космической техники происходит спонтанно из первоначально бездефектного состояния. Решающую роль здесь играют напряженные режимы эксплуатации и агрессивное воздействие внешней среды. Кроме того, в отличие от других отраслей машиностроения отказы ракетных агрегатов, как правило, не повторяются в одном месте. Это объясняется тем, что однажды отказавший агрегат подвергается доработке, повышающей его надежность и исключающей повторный выход из строя. Таким образом, важнейшей задачей предполетной подготовки космических объектов является не только поиск дефектов, но и определение будущей работоспособности бездефектных деталей.
Для решения этой задачи разработана универсальная методика, в основе которой лежит известная закономерность, заключающаяся в том, что любой (даже незначительный) период эксплуатации деталей сопровождается определенными структурными изменениями в сверхтонких поверхностных слоях глубиной 3—5 мкм. Интенсивность и характер изменения структуры зависят в основном от эксплуатационных параметров и свойств (работоспособности) материала детали. Подобные структурные изменения в процессе эксплуатации накапливаются, разупрочняют материал и приводят к развитию очагов разрушений.
Техническое состояние структуры поверхностных слоев является своеобразной «визитной карточкой» исследуемого объекта, которая показывает, где и при каких условиях эксплуатировалась данная деталь, насколько она изношена, сколько может проработать до начала разрушения. Прочная деталь имеет «добротный» поверхностный слой. Если же поверхностный слой потерял свои качества или начал разрушаться, то и деталь долго не протянет — разрушительные процессы с поверхности проникнут вглубь материала-основы, что вызовет объемное разупрочнение и разрушение под действием эксплуатационных нагрузок.
В процессе многочисленных исследований деталей космической техники авторами данной статьи было выяснено, что сверхтонкие поверхностные слои упругих материалов способны накапливать информацию о всех эксплуатационных воздействиях, подобно деревьям, регистрирующим изменения внешнего климата в годовых кольцах.
Такая информация реализуется в виде определенных соотношений микродефектов кристаллического (или молекулярного) строения, характер которых строго индивидуален для каждого типа материала, условий эксплуатации и зоны исследований. Толщина «информационного слоя» неодинакова для различных материалов. Нами выяснено, что для металлов она составляет 3—5 мкм, для углепластиков 4—8 мкм, для монолитных резин 18—25 мкм, для синтетических полимеров типа полиуретана до 30 мкм.
Фантастические возможности открываются для исследователей, которые могут хотя бы частично расшифровать информацию, закодированную в микроструктуре тонких поверхностных слоев. До недавнего времени подобные эксперименты были недоступны из-за отсутствия необходимой аппаратуры. Основная сложность состояла в выделении общей закономерности случайно расположенных структурных составляющих (вакансий, дислокаций, микродефектов и др.). Нами эта задача решена при помощи специализированных программных средств обработки массива параметров, вводимых в ЭВМ в реальном масштабе времени.
Сбор диагностической информации напоминает работу магнитофона, который преобразует невидимую запись на магнитной ленте в различимые сигналы. Принцип действия устройств не только внешне, но и по физической сущности подобен воспроизведению магнитофонной записи. В этих установках для снятия информации о свойствах тонкого поверхностного слоя в качестве чувствительного элемента (индентора) использован твердый ролик малого диаметра, имеющий точечную площадь контакта. При равномерном качении этого ролика (с постоянной скоростью и нагрузкой) сила трения изменяется в зависимости от механических свойств деформируемого поверхностного слоя в точке контакта в каждый момент движения. Информация, закодированная в поверхностном слое в виде определенных структурных образований, вызывает характерные изменения силы трения индентора, закономерность которых определяется программными методами в ЭВМ. На протяженном участке длиной 1 — 2 мм катящийся ролик-индентор снимает информацию, подобно магнитофонной головке, скользящей по магнитной ленте.
Важнейшей особенностью качения роликового индентора, объясняющей основной принцип работы диагностической установки, является непостоянство силы трения даже при стабилизированных условиях внешнего взаимодействия. При постоянных скорости и нагрузке наблюдается изменение силы трения в упорядоченной случайной последовательности. Это свойство справедливо для качения тел, имеющих точечный контакт. В остальных случаях (при измеримых площадях контакта) справедливы статические теории постоянства трения при неизменных условиях взаимодействия. Покажем это на простейших примерах.
Представим движение нагруженной строительной тачки, имеющей единственное жесткое колесо. Очевидно, что при движении по асфальту, булыжной мостовой или песчаному пляжу необходимы различные усилия для ее перемещения. Кроме того, при качении, например по булыжной мостовой, наблюдаются вибрации, частота которых зависит от размеров и расположения отдельных камней полотна дороги. В этом случае реализуется простейшая диагностическая система «колесо—тачка—человек», где человек «чувствует» дорогу (даже под слоем пыли) по характерным толчкам и сопротивлению тачки. Использование колеса тачки в качестве индентора позволяет вслепую определять качество и свойства дорожного покрытия.
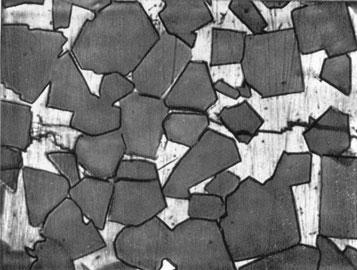
Аналогичным образом работают диагностические установки. Поверхностные слои реальных материалов по структуре напоминают булыжную мостовую, «мощенную» микронеоднородными фрагментами структуры, свойства которых распределены случайным образом, примерно так, как это показано на фото.
 Для обеспечения равномерного перемещения индентора могут использоваться различные конструкции сканирующих устройств. В качестве примера показано компактное лабораторное устройство, которое подключается к персональному компьютеру. Это устройство универсально, так как может работать в режимах микроструктурного дешифратора, программируемой машины трения, компьютерного профилометра, твердометра и измерителя упругого гистерезиса.
Несмотря на сравнительно несложную конструкцию, устройства данного типа позволяют в процессе 1 — 2-минутного эксперимента рассчитывать до 10—12 параметров технического состояния. Схема вычислений проста, ее сущность заключается в следующем: при сканировании роликом-индентором по исследуемой поверхности на магнитные накопители ЭВМ осуществляется запись мгновенных значений силы трения, зафиксированных через малые интервалы квантования. Выбирая определенные интервалы квантования, регулируют разрешающую способность измерений. Так, если на трассе сканирования протяженностью 1 мм задан интервал квантования 0,01 м/с, то при скорости сканирования 1 мм/с разрешающая способность составит 0,001 мм. Если при тех же условиях уменьшить скорость сканирования до 0,1 мм/с, то разрешающая способность возрастет и составит 0,0001 мм. Аналогичного результата можно добиться при уменьшении интервала квантования до 0,001 м/с.
Для обеспечения равномерного перемещения индентора могут использоваться различные конструкции сканирующих устройств. В качестве примера показано компактное лабораторное устройство, которое подключается к персональному компьютеру. Это устройство универсально, так как может работать в режимах микроструктурного дешифратора, программируемой машины трения, компьютерного профилометра, твердометра и измерителя упругого гистерезиса.
Несмотря на сравнительно несложную конструкцию, устройства данного типа позволяют в процессе 1 — 2-минутного эксперимента рассчитывать до 10—12 параметров технического состояния. Схема вычислений проста, ее сущность заключается в следующем: при сканировании роликом-индентором по исследуемой поверхности на магнитные накопители ЭВМ осуществляется запись мгновенных значений силы трения, зафиксированных через малые интервалы квантования. Выбирая определенные интервалы квантования, регулируют разрешающую способность измерений. Так, если на трассе сканирования протяженностью 1 мм задан интервал квантования 0,01 м/с, то при скорости сканирования 1 мм/с разрешающая способность составит 0,001 мм. Если при тех же условиях уменьшить скорость сканирования до 0,1 мм/с, то разрешающая способность возрастет и составит 0,0001 мм. Аналогичного результата можно добиться при уменьшении интервала квантования до 0,001 м/с.
 После записи в ЭВМ массива дискретных значений силы трения, полученных с требуемой точностью, они обрабатываются математическими методами теории вероятностей. Рассчитываются, например, математическое ожидание, дисперсия, частотные и гармонические составляющие, моменты высших порядков, спектральные и др. характеристики процесса. На заключительном этапе оценивается корреляционная зависимость результатов измерений и эталонных параметров, на основании которой вычисляются и распечатываются интересующие параметры технического состояния объекта исследований. Поскольку весь процесс автоматизирован в ЭВМ, то продолжительность одного эксперимента от начала набора массива значений до распечатки конечных результатов не превышает 2—4 минут.
В заключение следует остановиться на еще одной особенности применения рассматриваемого диагностического метода. До недавнего времени считалось необходимым исследовать весь объем диагностируемой детали. Только при этом условии достигалась необходимая достоверность измерений. Исследования осуществлялись в основном приборными средствами при ограниченном использовании математических методов. Компьютерные средства технической диагностики позволяют существенно сократить объемы исследований без ущерба для точности анализа. Так, рассмотренные в данной статье приборы позволяют осуществлять оценку технического состояния деталей по результатам единичных измерений на микроучастках поверхности. Благодаря использованию программных средств анализа и обобщения на ЭВМ отпадает необходимость исследования всей детали, независимо от габаритов, веса и конструкции.
Диагностические исследования по данной технологии отдаленно напоминают взятие пробы на отдельном участке, как это делается, например, при экологических исследованиях. Известно, что при оценке состояния водоемов, воздушной среды или вспаханного поля нет необходимости изучения всего объема вещества — достаточно исследовать небольшую пробу. При микроструктурной диагностике такой «пробой» является небольшой участок поверхности контролируемой детали, результаты исследований которого обобщаются математическими критериями подобия на весь объем детали.
Этот и другие методы точной цифровой диагностики позволяют решать множество актуальных задач современного машиностроения — осуществлять прогнозирование и экспертизу, выбирать оптимальные технологические процессы и режимы эксплуатации, при которых возможна безаварийная работа при минимальных запасах прочности и веса конструкций.
После записи в ЭВМ массива дискретных значений силы трения, полученных с требуемой точностью, они обрабатываются математическими методами теории вероятностей. Рассчитываются, например, математическое ожидание, дисперсия, частотные и гармонические составляющие, моменты высших порядков, спектральные и др. характеристики процесса. На заключительном этапе оценивается корреляционная зависимость результатов измерений и эталонных параметров, на основании которой вычисляются и распечатываются интересующие параметры технического состояния объекта исследований. Поскольку весь процесс автоматизирован в ЭВМ, то продолжительность одного эксперимента от начала набора массива значений до распечатки конечных результатов не превышает 2—4 минут.
В заключение следует остановиться на еще одной особенности применения рассматриваемого диагностического метода. До недавнего времени считалось необходимым исследовать весь объем диагностируемой детали. Только при этом условии достигалась необходимая достоверность измерений. Исследования осуществлялись в основном приборными средствами при ограниченном использовании математических методов. Компьютерные средства технической диагностики позволяют существенно сократить объемы исследований без ущерба для точности анализа. Так, рассмотренные в данной статье приборы позволяют осуществлять оценку технического состояния деталей по результатам единичных измерений на микроучастках поверхности. Благодаря использованию программных средств анализа и обобщения на ЭВМ отпадает необходимость исследования всей детали, независимо от габаритов, веса и конструкции.
Диагностические исследования по данной технологии отдаленно напоминают взятие пробы на отдельном участке, как это делается, например, при экологических исследованиях. Известно, что при оценке состояния водоемов, воздушной среды или вспаханного поля нет необходимости изучения всего объема вещества — достаточно исследовать небольшую пробу. При микроструктурной диагностике такой «пробой» является небольшой участок поверхности контролируемой детали, результаты исследований которого обобщаются математическими критериями подобия на весь объем детали.
Этот и другие методы точной цифровой диагностики позволяют решать множество актуальных задач современного машиностроения — осуществлять прогнозирование и экспертизу, выбирать оптимальные технологические процессы и режимы эксплуатации, при которых возможна безаварийная работа при минимальных запасах прочности и веса конструкций.